
Nhận báo giá

+86-18862679789


admin@evertopest.com

hiệu suất đùn khác nhau với các hướng quay khác nhau?
Trong quá trình trộn nguyên liệu, hiệu suất của máy đùn trục vít đôi quyết định trực tiếp đến hiệu quả trộn nguyên liệu, hiệu quả sản xuất và chất lượng sản phẩm cuối cùng. Theo hướng quay của trục vít, máy đùn trục vít đôi được chia thành máy đùn trục vít đôi đồng trục và máy đùn trục vít đôi quay ngược chiều, và sự khác biệt chính giữa hai loại này nằm ở hướng quay trục vít. Điều dường như chỉ là sự khác biệt về hướng quay dẫn đến sự khác biệt đáng kể giữa hai loại về đặc tính xử lý, khả năng trộn và khả năng tương thích của sản phẩm.
Sự khác biệt chính giữa vít đôi quay đồng trục và vít đôi quay ngược nằm ở quá trình tương tác của vít:
• Khi hai ren của vít đôi quay đồng trục đẩy vật liệu, lực đẩy của chúng được chồng lên nhau;
• Khi hai đường ren của vật liệu đẩy trục vít đôi quay ngược chiều, lực đẩy của chúng sẽ triệt tiêu lẫn nhau.
Điều này xác định nguyên lý làm việc cơ bản và đặc tính hiệu suất của cả vít đôi quay đồng trục và quay ngược chiều.
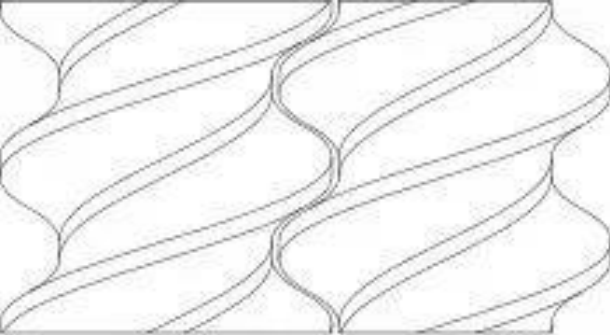
Hình 4 Lắp vít đôi quay đồng trục
Chế độ đối sánh của vít đôi đồng quay được thể hiện trong Hình 4. Hai vít của vít đôi đồng quay quay cùng hướng và cả hai ren vít đều thuận tay phải. Việc xác định hướng truyền vật liệu giống như hướng của trục vít đơn.
Chế độ đối sánh của vít đôi quay ngược chiều được thể hiện trong Hình 5. Hai vít của vít đôi quay ngược chiều nhau và ren của hai vít quay ngược chiều nhau. Hai ốc vít quay ra ngoài. Nghĩa là, dọc theo hướng đùn, bên phải là vít bên trái, quay theo chiều kim đồng hồ, và bên trái là vít bên phải, quay ngược chiều kim đồng hồ.
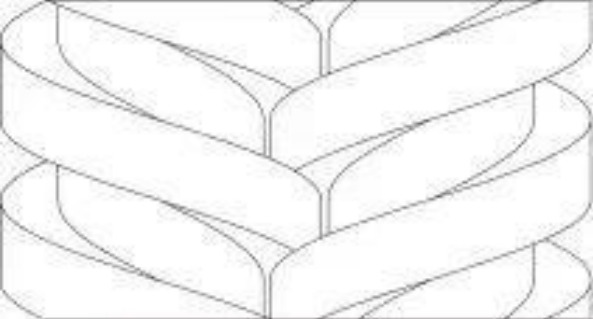
Hình 5 Lắp vít đôi quay ngược chiều
Phân tích kết quả thí nghiệm mô phỏng
Trường vật lý
1
Trường áp suất
Như được thấy từ bản đồ đám mây áp suất (Hình 6) và đường cong biến đổi áp suất (Hình 7):
Trong quá trình ép đùn trục vít đôi đồng trục, áp suất trong kênh dòng chảy dao động. Xét kết cấu sau lắp vít đôi cùng quay (Hình 4), nhận thấy dao động áp suất dao động lên xuống theo vị trí của sống vít. Điều này là do sườn vít là phần nhô ra cao của bề mặt trục vít và vật liệu ép đùn phải chịu lực ép và lực cắt mạnh hơn khi đi qua sườn vít, do đó áp suất thường tương đối cao ở vị trí của sườn vít.
Trong quá trình ép đùn trục vít đôi quay ngược chiều, áp suất trong máy chạy đầu tiên tăng lên, sau đó giảm theo hướng đùn và áp suất cao cục bộ xảy ra ở vị trí giữa. Đề cập đến cấu trúc của khớp nối trục vít đôi quay ngược chiều (Hình 5), người ta thấy rằng áp suất cao cục bộ xảy ra tại điểm chia lưới dọc theo giữa hướng đùn. Điều này là do hai ốc vít quay ngược chiều nhau và dòng vật liệu không đồng đều hoặc bị chặn trong quá trình ép đùn, tích tụ ở vị trí giữa và sau đó tạo thành áp suất cao cục bộ trong kênh.
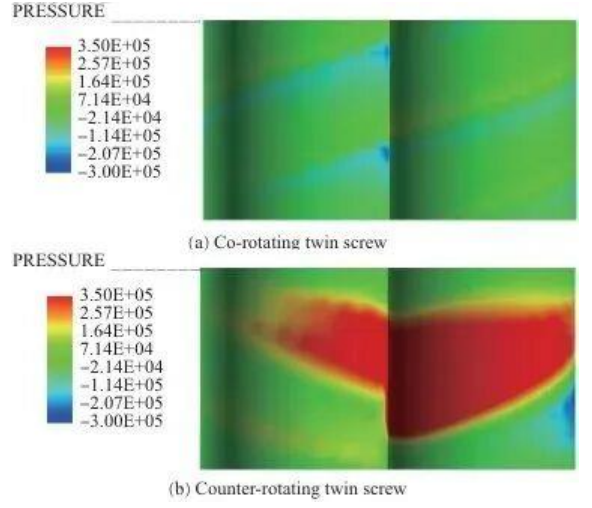
Hình 6 Sơ đồ đám mây áp suất trong máy chạy trong quá trình ép đùn
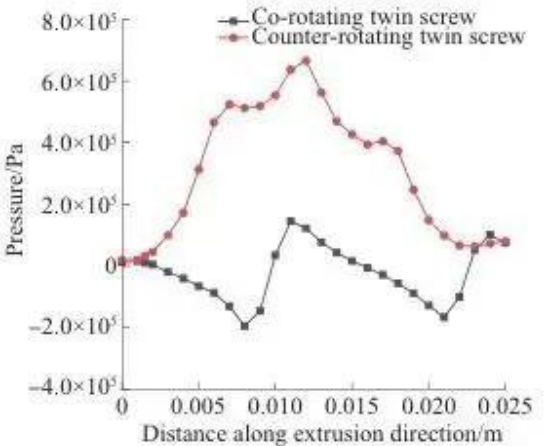
Hình 7 Đường cong biến đổi áp suất
2
Trường tốc độ cắt
Như được thấy từ đám mây tốc độ cắt (Hình 8) và đường cong biến đổi tốc độ cắt (Hình 9):
Trong cả hai loại đùn trục vít đôi quay đồng trục và đùn trục vít đôi quay ngược chiều, tốc độ cắt cao hơn ở sống vít và thấp hơn ở rãnh vít. Nguyên nhân của hiện tượng này là do vật liệu chảy nhanh hơn trong các khe hẹp, khe hở giữa các gờ vít và thành trong của thùng nhỏ hơn nên tốc độ cắt cao hơn, trong khi khe hở giữa các rãnh vít và thành trong của thùng lớn hơn nên tốc độ cắt thấp hơn.
Tốc độ cắt cục bộ cao trong vít đôi quay ngược chiều là do rò rỉ.
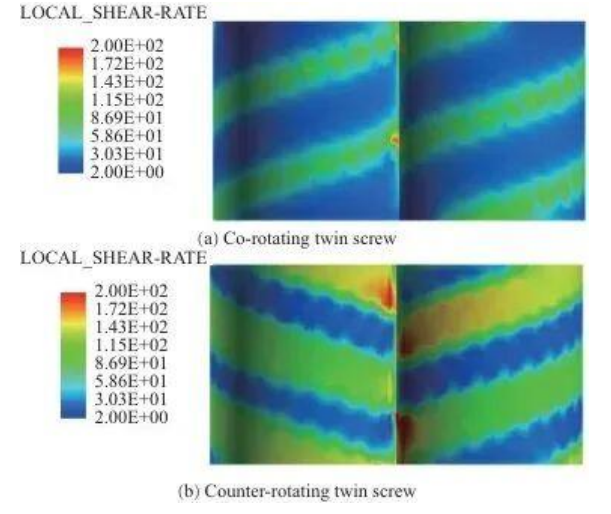
Hình 8 Đám mây tốc độ cắt trong quá trình ép đùn
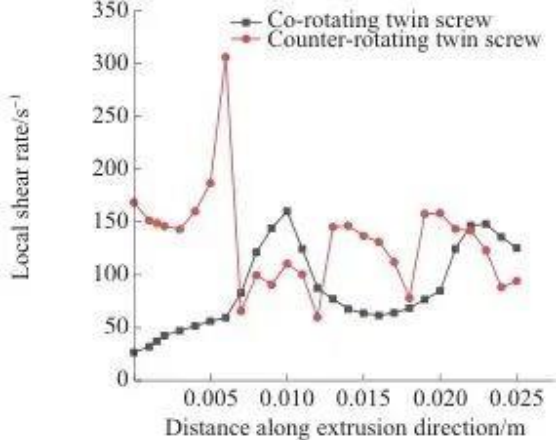
Hình 9 Đường cong biến đổi tốc độ cắt
Trộn chủ yếu được chia thành trộn phân phối và phân tán.
Trộn phân tán được sử dụng để mô tả quá trình phân phối vật liệu, trong đó vật liệu liên tục được sắp xếp lại và định hướng dưới lực đẩy của rôto trục vít;
Trộn phân tán được sử dụng để mô tả quá trình trong đó kích thước của vật liệu thay đổi khi các hạt vật liệu liên tục bị kéo căng và cắt. Phương pháp hạt đánh dấu được sử dụng để tiến hành thống kê toán học về các thông số quỹ đạo như thời gian lưu, chỉ số phân bố, thang phân cách và phân bố ứng suất cắt cực đại để phân tích sự khác biệt về hiệu suất trộn giữa trục vít đôi quay đồng trục và trục vít đôi quay ngược chiều.
Hiệu suất trộn trục
Phân bố thời gian lưu trú là một chỉ số quan trọng để đo hiệu suất trộn dọc trục của các phần tử trục vít. Nó mô tả sự phân bố thời gian cư trú của vật liệu trong máy đùn trục vít đôi dưới hai dạng: hàm phân phối thời gian cư trú tích lũy và hàm phân phối thời gian cư trú, được biểu thị tương ứng bằng hàm xác suất và hàm mật độ xác suất.
1 Phân bổ thời gian dừng tích lũy
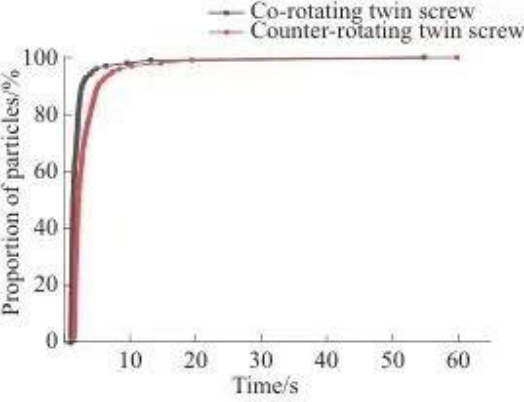
Đường cong phân bố thời gian dừng tích lũy (Hình 10) mô tả phân bố xác suất tích lũy của thời gian dừng của chất lỏng hoặc vật liệu trong máy đùn.
Như được biểu thị trên Hình 10, trong trục vít đôi cùng quay, thời gian khi các hạt đánh dấu lần đầu tiên thoát ra khỏi con chạy là 1,00 s, thời gian chúng thoát ra hoàn toàn khỏi con chạy là 54,82 s và độ rộng của phân bố thời gian dừng là 53,82 s.
Trong trục vít đôi quay ngược chiều, thời gian để các hạt đánh dấu lần đầu tiên chảy ra khỏi kênh là 1,48 giây, thời gian để chúng chảy hoàn toàn ra khỏi kênh là 59,80 giây và chiều rộng của phân bố thời gian cư trú là 58,32 giây.
Đường cong phân bố thời gian dừng tích lũy của trục vít đôi cùng quay cao hơn thời gian dừng tích lũy của trục vít đôi cùng quay và đường cong cao hơn cho thấy nhiều hạt đang chảy ra khỏi kênh tại một thời điểm nhất định.
Hình 10 Phân bố thời gian dừng tích lũy
2 Phân bố thời gian dừng
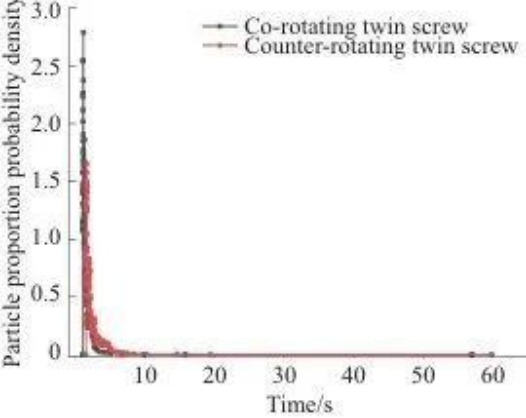
Đường cong phân bố mật độ xác suất thời gian cư trú mô tả phân bố xác suất của thời gian lưu trú của vật liệu trong máy đùn trong các khoảng thời gian khác nhau. Mật độ xác suất cao hơn có nghĩa là xác suất cư trú vật chất cao hơn trong khoảng thời gian đó, trong khi mật độ xác suất thấp hơn cho thấy thời gian cư trú tương đối ngắn hơn. Từ hàm mật độ xác suất của phân bố thời gian cư trú (Hình 11), ta biết rằng:
Trong vít đôi quay đồng trục, phần lớn các hạt tập trung ở mức 1,00 đến 1,99 giây và trong vít đôi quay ngược chiều, phần lớn các hạt tập trung ở mức 1,48 đến 2,97 giây. Đường cong tương ứng của trục vít đôi đồng quay xa hơn về bên trái và đỉnh cao hơn, cho thấy khả năng truyền tải của trục vít đôi đồng quay mạnh hơn. Nguyên nhân của hiện tượng này có thể là do trong quá trình ép đùn trục vít đôi quay đồng trục, vật liệu bị trục vít buộc phải vận chuyển dọc theo đường hình chữ “∞”.
Trong quá trình ép đùn trục vít đôi quay ngược chiều, vật liệu di chuyển theo hình chữ “C” và trộn lẫn và phản ứng liên tục trong buồng hình chữ C, dẫn đến thời gian dừng kéo dài.
Hình 11 Phân bổ thời gian dừng
Hiệu suất trộn phân tán
1 Chỉ số phân phối
Các chỉ số phân phối mô tả các đặc tính lưu biến và đặc tính dòng chảy của vật liệu ép đùn. Có thể thấy từ đường cong chỉ số phân phối (Hình 12) rằng độ đồng đều phân bố của trục vít đôi quay ngược chiều tốt hơn so với trục vít đôi quay đồng trục.
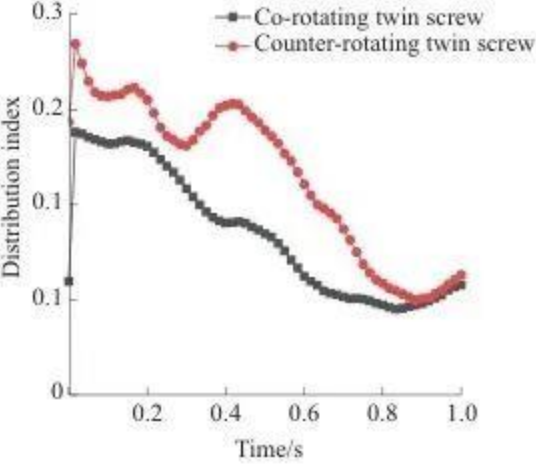
Hình 12 Chỉ số phân phối
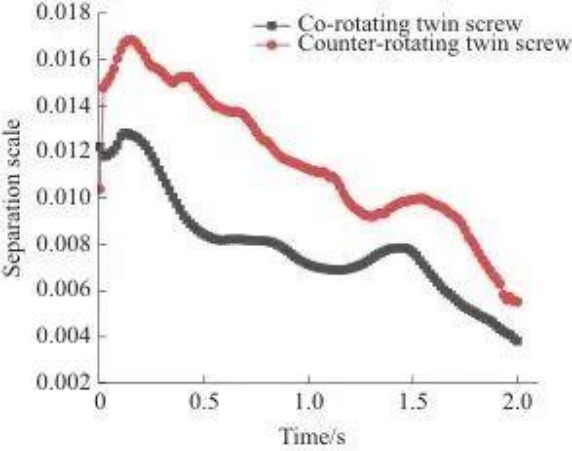
2 Thang phân tách
Thang đo phân tách đặc trưng cho quá trình trộn phân tán. Hình 13 cho thấy đường cong tỷ lệ phân tách. Tại thời điểm ban đầu, hai hạt nằm ở hai bên đầu vào nên giá trị thang phân tách lớn. Khi thời gian tăng lên, thang phân tách giảm dưới tác dụng trộn trục vít, đường cong giảm xuống, mức độ trộn phân bố của các hạt bề mặt sâu dần và có hiện tượng dao động trong quá trình, nguyên nhân là do sự kết tụ của các hạt trong quá trình dòng chảy.
Đường cong tỷ lệ phân tách của trục vít đôi quay đồng trục luôn nằm dưới đường cong của trục vít đôi quay ngược, cho thấy rằng nó phân bố đồng đều hơn.
Hình 13 Thang phân cách
Trong quá trình ép đùn trục vít đôi đồng trục, hai trục vít quay cùng hướng và tạo thành hiệu ứng cắt mạnh tại điểm chia lưới, đồng thời vật liệu trao đổi nhiều lần giữa các trục vít, giúp đạt được sự trộn phân bố đồng đều.
Trong quá trình ép đùn trục vít đôi quay ngược chiều, phần lớn vật liệu được giữ lại trong buồng hình chữ C, chỉ một lượng nhỏ vật liệu chảy ra khỏi khe hở để chịu lực cắt và kéo giãn. Độ kín tốt, làm giảm dòng chảy không đều của vật liệu trong đường dẫn và do đó tính đồng nhất của hỗn hợp cũng giảm.
Hiệu suất phân tán và trộn
Quá trình phân tán và trộn là một quá trình trong đó kích thước hạt liên tục giảm và lực cắt và lực kéo mà các hạt vật chất phải chịu đóng một vai trò quan trọng trong quá trình này.
Ứng suất cắt tối đa mà hạt đánh dấu trải qua cho thấy quá trình cắt mà hạt đánh dấu trải qua trong quá trình ép đùn trục vít đôi. Tỷ lệ các hạt đánh dấu chịu lực cắt cao càng lớn thì hiệu ứng phân tán vít càng tốt.
Hình 14 cho thấy đường cong xác suất ứng suất cắt tối đa. Như có thể thấy trong Hình 14, đường cong tương ứng với vít đôi quay ngược chiều nằm trên đường cong của vít đôi quay đồng trục.
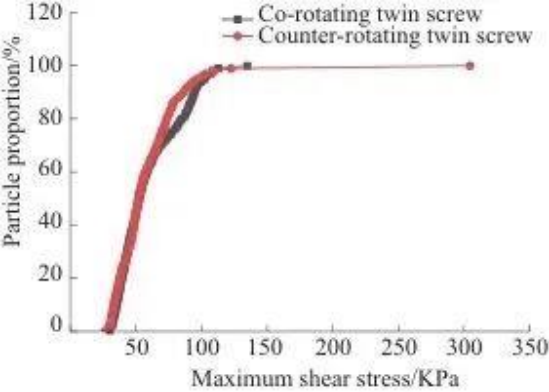
Hình 14 Xác suất ứng suất cắt lớn nhất
Hình 15 cho thấy đường cong mật độ xác suất ứng suất cắt tối đa. Từ Hình 15, có thể thấy ứng suất cắt cực đại mà hạt chịu đựng tập trung ở đỉnh của phần nhô ra của đường cong.
Hai đặc điểm đường cong chỉ ra rằng vít đôi quay ngược chiều có khả năng phân tán mạnh hơn và có thể tạo ra hiệu ứng cắt và kéo mạnh hơn so với vít đôi quay đồng trục.
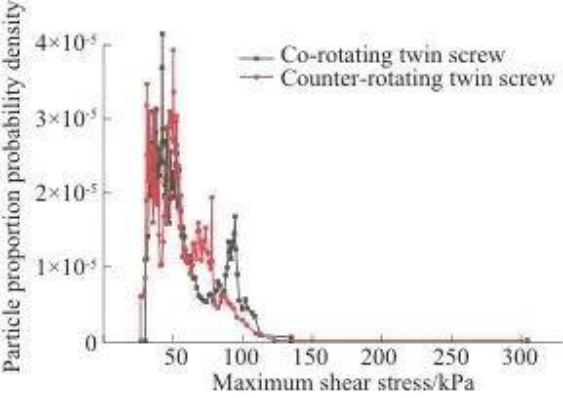
Hình 15 Mật độ xác suất ứng suất cắt lớn nhất
Phân tích kết quả thí nghiệm
Phân tích thử nghiệm kéo tác động
Hình 17 và 18 lần lượt thể hiện dữ liệu thử nghiệm độ bền kéo và va đập.
Độ bền kéo và độ biến dạng khi đứt của các thanh vật liệu được ép đùn bằng phương pháp ép đùn trục vít đôi quay đồng thời cao hơn một chút so với các dây được ép đùn bằng phương pháp ép đùn trục vít đôi quay ngược chiều.
Độ hấp thụ năng lượng va đập và cường độ va đập của các thanh vật liệu được ép đùn bằng phương pháp ép đùn trục vít ngược cao hơn một chút so với các thanh vật liệu được ép đùn bằng phương pháp ép đùn trục vít đồng trục.
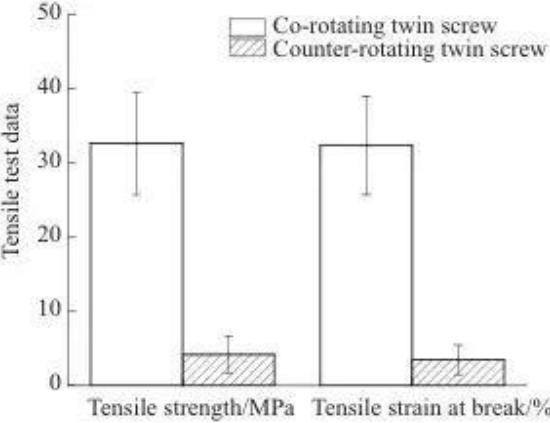
Hình 17 Dữ liệu thử kéo
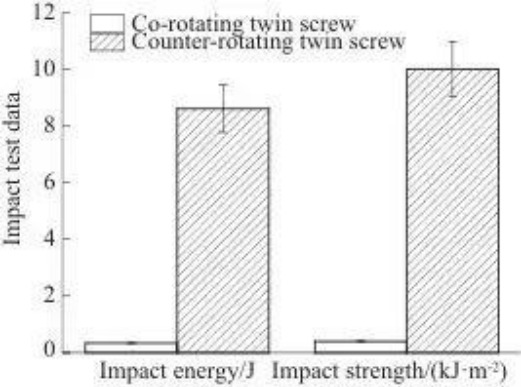
Hình 18 Dữ liệu thử nghiệm tác động
Kết quả thử nghiệm lưu biến
Các đặc tính lưu biến của polyme thường được phản ánh trong mô đun lưu trữ (G'), mô đun tổn thất (G') và độ nhớt tổng hợp (η*). Mô đun lưu trữ phản ánh độ đàn hồi của vật liệu, mô đun tổn thất phản ánh độ nhớt của vật liệu và độ nhớt tổng hợp phản ánh trọng lượng phân tử. Tính lưu động của polyme nóng chảy phụ thuộc vào khả năng di chuyển của các đoạn chuỗi phân tử. Quá trình ép đùn trục vít làm thay đổi cấu trúc phân tử của PLA, khiến chuỗi phân tử của nó bị đứt và giảm độ nhớt.
Hình 19 thể hiện đường cong độ nhớt hỗn hợp η* với tần số góc. Có thể thấy từ Hình 19 rằng η* giảm khi tần số góc tăng.
Do sự khác biệt về cấu trúc, trục vít đôi quay ngược chiều có khả năng phân tán và trộn mạnh hơn, chuỗi phân tử bị phá vỡ hoàn toàn hơn. Do đó, η* của vật liệu được ép đùn bằng vít đôi quay ngược chiều thấp hơn so với vít đôi quay đồng trục.
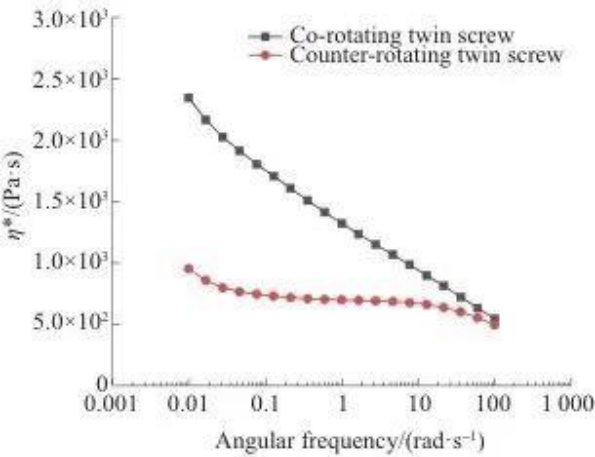
Hình 19 Đường cong của η * với tần số góc
Tóm tắt
Ưu điểm của máy đùn trục vít đôi đồng trục:
• Trường dòng chảy (đặc biệt là áp suất) tương đối ổn định.
• Khả năng trộn phân phối cực mạnh, độ đồng đều cao của phân bố nguyên liệu.
• Thời gian lưu trữ vật liệu ngắn và hiệu quả vận chuyển cao tạo điều kiện thuận lợi cho việc xử lý các vật liệu nhạy cảm với nhiệt và giảm nguy cơ phân hủy nhiệt.
• Sản phẩm ép đùn có độ bền kéo tốt hơn.
Ưu điểm của máy đùn trục vít đôi quay ngược chiều:
• Khả năng tạo áp lực mạnh hơn (nhưng hãy cẩn thận với áp lực cao cục bộ có thể xảy ra).
• Lực cắt mạnh hơn, khả năng phân tán và hòa trộn vượt trội. Nó có thể cung cấp một hiệu ứng kéo dài mạnh mẽ hơn.
• Thời gian lưu giữ lâu hơn và phân bố vật liệu rộng hơn, phù hợp với các quy trình đòi hỏi đủ thời gian phản ứng hoặc trộn.
• Sản phẩm ép đùn có độ bền va đập cao hơn và độ nhớt nóng chảy thấp hơn (sự phá vỡ chuỗi phân tử kỹ lưỡng hơn).
Một máy lõi tổ ong nhôm e từ nhà cung cấp máy lõi tổ ong công nghiệp uy tín thường có tuổi thọ từ 10 đến 20 năm trong điều kiện hoạt động bình thường - với các bộ phận bị mài mòn nghiêm trọng như lưỡi cắt và máy cán được đánh giá có tuổi thọ trên 10 ...
View MoreLựa chọn quyền sản xuất tấm nhôm tổ ong dòng yêu cầu khớp ba biến số cốt lõi: thông số kỹ thuật của bảng mục tiêu, công suất đầu ra cần thiết và cơ sở hạ tầng kỹ thuật của cơ sở của bạn. Nếu sai bất kỳ điều nào trong số đó và bạn có nguy cơ mua phải ...
View MoreTấm lõi nhôm 3D thống trị các lĩnh vực kiến trúc và giao thông cường độ cao các Dây chuyền sản xuất tấm composite lõi nhôm 3D phục vụ ba ngành công nghiệp rộng rãi nhất: kỹ thuật mặt tiền tòa nhà (47% thị phần) , ...
View MoreTại sao Thiết bị bảng chống cháy A2 mang lại sự an toàn và hiệu quả chưa từng có các Dây chuyền sản xuất tấm composite kim loại chống cháy loại A2 không cháy là giải pháp dứt điểm cho an toàn xây dựng hiện đại. So với vật liệu B1 truyền thống, tấm ...
View More




